Shaft Seals Protect Quality, Predict Maintenance Issues
Shaft Seals Protect Quality,
Predict Maintenance Issues
Facilities are constantly tasked with improving productivity and equipment reliability levels. An often-overlooked opportunity is found in rotary shaft seals. They don’t just simply prevent leaks, they play an important role in efficiency, quality andmaintenance. Chemical Processing discussed the design considerations and benefits of seals with Paul Wehrle, chief engineer, Woodex Bearing Co., MECO Seal, Georgetown, Maine. Q. What factors affect the selection of lowpressure reactor shaft seals? A. It could be a reactor first and then at the end of it, it's a dryer, or it is a dryer and there's no reaction other than removing moisture. It's the terminology that varies throughout different industries across the world. I think vacuum application is the buzzword versus low pressure or reactor. Reactors outside our capabilities are at high pressure, over 4 bar. Low pressure may imply a small positive pressure or inert gas blanket, measured in inches of water or 1 to 2 psig. What factors affect it – with regard to the selection of seals? What are the actual minimum and the maximum pressures during the process and how do pressures vary over time? Is it only at atmospheric pressure when not in a vacuum state? During various pressure cycles of the batch, is the shaft rotating? If not, what is the pressure when static? Sometimes assumptions miss these variables, causing missed opportunities for MECO’s solution.
Consider how deep a vacuum is desired and the material transformation. How does material behave within the reactor over time? Is it liquid, then light and fluffy or dense and sticky, or dense and lumpy, then granular? Are the shaft, drive and agitator sized with a safety factor included to minimize flexing? The vessel design and shaft seals are important for equipment longevity, product quality and batch consistency.
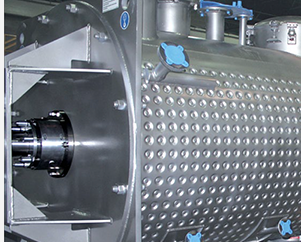
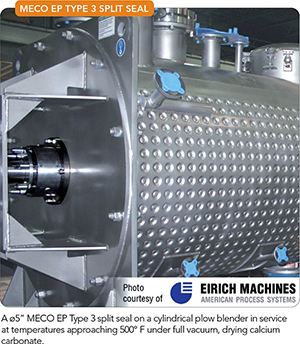
Another factor: What is the acceptable rate of vacuum loss without the vacuum pumps? There are many points where you can have loss of vacuum, including the shaft seals, doors, manways, valves, inlet ports, instrumentation probes and chopper seals, to list a few. The typical guideline we target is a loss of ¼ in. (6 mm) of Hg/minute. Equipment size and integrity play a role in the value. We fit split seals on new and used vacuum dryers with shaft sizes between ø1.5 in. (40 mm) to ø16.5 in. (420 mm).
We also consider the pressure rating of the vessel. We are requested to seal vessels with positive pressure ratings of 1 or 2 bar. Both are common ASME welding certification standards offered by a fabricator. Was the vessel originally designed for different service and now repurposed? Using the actual upper pressure limit of the application and not the vessel rating is best when using MECO polymeric face sealing technology.
Additionally, with used equipment, agitators, connecting arms and the main shaft are often repaired in the field by welding. These repairs increase shaft runout — something our seals tolerate, but this influences the seal barrier fluid consumption and maximum vacuum containment. Sometimes a new vessel is best.
Q. What issues too often are under-appreciated with such seals?
A. Shaft seals should provide consistent product quality and cycle time per batch with trendable metrics repeated. You can predict preventative maintenance for service versus having a setback in the middle of the batch or weekend. We all have setbacks. Ours emerge from gradual wear and are noticed in the trends. A hard-face mechanical seal is lubricated with a fluid film protecting the brittle faces and often unsplit. A catastrophic failure results when hard-face seals lose their fluid film. In contrast, MECO seal faces are self-lubricating, bearing-grade polymeric materials, fully split, malleable and operating in contact. You don't have to worry about the vacuum pulling the fluid film away from our sealing interface. We use the vacuum as our friend. It helps close our sealing interface. So a vacuum condition is natural for us. It's a negative that's a positive. Additionally, we tolerate the shaft runout. That’s not the case with traditional packing boxes — another common seal used on vacuum vessels — that need continual maintenance.
Q. What are some of the common errors when working with and selecting these shaft seals?
A.As discussed a little earlier, sometimes we receive the ASME pressure rating on the vessel for maximum pressure. For example, someone might tell us it’s a full vacuum to a 30 psi or 2 bar application, but in reality the vessel is rated for 30 psi and the highest it's ever going to see in the process is only 7 psi. Sometimes this eliminates our ability to propose a solution, especially on larger shaft diameters. Or we over-design for the higher pressure, overloading our polymer seal faces and reducing the lifecycle. That is a challenge that we encounter and will continue to, but it opens discussion — the key for long-term success and partnerships.
Reliability engineers and rotating equipment specialists have a strong background using hard-faced mechanical seals from their experience in the pump world. This experience is different than other low-shear process machinery. Pumps are equipped with smart technology and typically rotate between 1,150 to 3,600 rpm. At those speeds, the bearings and impeller balance must be sound. The smart technology tells the controller, “Hey, there's a valve closed, don't turn on,” or, “You can't be pumping from that tank — it’s empty.” So the pump remains idle, protecting the seal. Batch operation process machinery often turns at 5 to 100 rpm and doesn't have all of these advantages protecting the seals. However, we both must operate with the equipment’s idiosyncrasies and process setbacks in the batch-production environment. Working with the reliability engineers and the project engineers and sharing these differences in equipment is important when comparing hard-face seals, packing boxes and our polymeric seals.
For instance, when you are retrofitting, concentricity is important in a vacuum application more so than in a positive-pressure application. Otherwise, you get this teetertotter effect with the rotary seal faces as the shaft rotates. Pump construction and speeds rarely permit seals to tolerate this mounting condition and still function — ours do
Q. Are there any other special design considerations?
A.Occasionally, we place a barrier ring in front of the seal and sweep a little compressed gas along the shaft. This reduces product migration along the
Batch operations have moments of non-steady-state or upset conditions. Stopping, starting, loading, emptying and change of material characteristics are some causes. They introduce a moment in time where a bit of process material may enter the seal cavity. It's not going to cause a problem, but over time that bit increases; if it's trapped inside the seal cavity, it then spins around and may transform into a setback. shaft in abrasive conditions and extends lifecycles.
We advise clients to plumb a trap off a port underneath the seal cavity to collect debris.
The operator should periodically open the plumbing and inspect. It is helpful after known upsets or on preventativemaintenance schedules. This extends service life and provides another trendable metric. Additionally, the plumbing size chosen for the gas barrier fluid, the regulator output range and pressure gauge scale all have important influence on the life and performance of the seal.
Reviewing the application for explosion hazards is important. We incorporate static discharge brushes, grounding connections, a pressure relief valve and thermal sensor ports for the various hazards such as explosive powders, gases or vapors in the reactor. A risk assessment is done to determine the needed features, and EU ATEX certification is available.
Q. How can you ensure maximum service life for the shaft seals?
A.“Seals fail three ways,” was shared with me years ago. They fail in shipping, at startup, or when there's some catastrophic event like a bearing failure, bent agitator or loss of barrier fluid. The first two we control far more than the other. We control the packaging to assist the shipping carrier and we support the installation. The installation is complete when the diagnostics are met using the barrier-fluid readings. Plus, we offer field support, consultation over the phone, e-mail or video. Support is available before, during, after and ongoing for the mutual quest to extend runtime.
If investing in shaft seals, inspect your bearings, drive and end-wall condition before the installation. Trend your process and seal metrics. Utilize the plumbing trap under the seal discussed earlier. For any seal, maximize the concentricity of the seal to the shaft. Maximize seal perpendicularity to the shaft and seal flatness against the machinery end-wall.
Q. Is there anything else you wanted to add?
A. Offering support to the customer throughout the lifecycle of the seal generates advancements for all. Enhancements are a continuing endeavor for us. Sharing insights leads to longer service life. Communication is the vehicle for building a strong partnership with forward momentum for all.
![]()